
Hàn laser
Chúng tôi bắt đầu với nguyên tắc cơ bản của hàn laser: với phương pháp này, hai đối tác tham gia được kết nối với nhau bằng vật liệu phụ: chất hàn. Đối với điều này, vật hàn hàn – ví dụ như dây đồng-silicon – được nấu chảy bằng laser diode và sau đó được phép chảy vào khe hở chung giữa hai thành phần. Ở đó nó kết nối với bề mặt của phôi và đạt được, sau khi nguội xuống, độ cứng cần thiết. Nhiệt độ nóng chảy của vật liệu độn thấp hơn nhiệt độ của các thành phần. Do đó, trong quá trình xử lý, chỉ chất hàn nóng chảy, vì các đối tác tham gia chỉ được làm nóng lên.

Brazing hoạt động với laser diode để tạo ra một đường nối cụ thể, mịn và sạch sẽ với các điểm nối đồng nhất bằng cách lấp đầy mối nối giữa hai thành phần. Do đó, hàn laser trên hết là thuận lợi cho các đường nối nhìn thấy được và không cần hoặc không cần xử lý sau khi mài các đường hàn. Do đó, ứng dụng này hoàn toàn phù hợp với khả năng hút khối lượng của các thân xe phải chịu được các yêu cầu quang học cao.
Sau khi làm sạch khu vực xử lý, phần lớn thân xe có thể được sơn trực tiếp. Phương pháp hàn laser cũng chứng tỏ bản thân trong xây dựng hỗn hợp. Các thành phần từ các nguyên liệu thô khác nhau đôi khi làm cho việc hàn trở nên khó khăn hoặc không thể thực hiện được do các điểm nóng chảy khá giống nhau. Ví dụ, Alu-minum và thép có thể được nối thành công trong hầu hết các trường hợp chỉ bằng cách hàn.
Khi ghép các tấm mạ kẽm, việc hàn laser thành công ngay từ đầu. Diode laser chủ yếu được lắp đặt trong các robot hàn đặc biệt tạo ra các hồ nước nóng chảy tĩnh lặng và do đó các đường nối có chất lượng thẩm mỹ cao.
Khó khăn hơn một chút lúc đầu là việc xử lý các tấm mạ kẽm nóng được sử dụng ngày càng nhiều trong ngành công nghiệp ô tô. Các nhà sản xuất đã báo cáo các vết hàn nhỏ và rãnh xoắn (các khu vực mà vật hàn vượt quá kích thước đường may dự kiến) làm giảm tốc độ quá trình. Nhưng một giải pháp cũng đã được tìm ra cho vấn đề này.
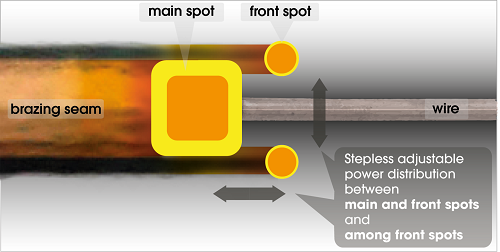
Cùng với VW và Scansonic, Laserline đã phát triển một mô-đun ba điểm được gọi là mô-đun ba điểm với thiết kế điểm HOẶC (điểm hình chữ nhật op-timized). Ở phía trước của điểm chính hình vuông, có hai điểm bên cạnh được mạ kẽm ở mép của đường hàn. Khái niệm này cũng đột phá như thiết lập xu hướng: điểm chính có thể làm chảy ngay chất hàn và tạo ra chất lượng đường may mong muốn.
Nhờ sự cắt bỏ kẽm ban đầu, quá trình hàn đã được làm dịu đi, do đó phương pháp này có thể được thực hiện không chỉ với chất lượng đã biết của nó mà còn với tốc độ quen thuộc của nó. Kể từ năm 2016, giải pháp hiệu quả này đã được sử dụng trên toàn thế giới trong một số dây chuyền sản xuất của Volkswagen để hàn la-de cho mái và đuôi xe mạ kẽm nóng.
Nếu điều đó vẫn chưa đủ, các mô-đun ba điểm có động cơ làm cho phương pháp trở nên linh hoạt hơn bằng cách điều chỉnh các điểm trong quá trình chạy theo chuyển động của quang học.
Xem thêm: Diode laser
Thông qua một robot chuyên nghiệp, sự phân bổ công suất và khoảng cách của các điểm trước khi chạy được thiết lập chính xác. Điều này giúp giảm bớt việc lập trình cho các ứng dụng 3-D, chẳng hạn như việc hàn các đường may.
Hơn nữa, với việc tắt mở tùy chọn các điểm phía trước, người ta có thể linh hoạt chuyển đổi qua lại giữa hàn một mặt be-tween đối với hàn mạ kẽm và hàn ba tiêu đối với lớp phủ mạ kẽm nhúng nóng. Sự lựa chọn này đặc biệt thuận lợi trong các hệ thống dùng để hàn mui của các kiểu xe khác nhau.
Vì vậy, ngay cả khi nói về sự kết hợp của hai thành phần, laser diode vẫn là công cụ phù hợp nhất. Ở quá trình hàn và hàn, nó không chỉ tạo ra các đường may mịn, dày đặc và sạch sẽ mà còn đảm bảo tốc độ xử lý cao và đầu vào nhiệt thấp. Ngay cả các tấm mạ kẽm nóng từng là thách thức đối với công nghệ hàn cho đến gần đây giờ đây cũng có thể được ghép một cách hiệu quả và tiết kiệm chi phí nhờ mô-đun ba điểm. Tuy nhiên, một lần nữa, có thể khẳng định rằng: Mọi điều tốt đẹp đều đến với ba.
